Startseite
Herzlich willkommen in unserem Onlineshop.
Unser Fokus liegt auf der persönlichen Beratung, so dass wir euch das optimale Produkt für euren Einsatzzweck und Skills empfehlen können.
Viele Artikel sind vorrätig und können vorgeführt und getestet werden.
Wir beraten euch gerne!
Newsticker
- Neuheit: Die ParaFly24 Up2Fly Klinke ist die erste zertifizierte textile Schleppklinke mit Stufenschleppzulassung! Die Klinke ist LTF-mustergeprüft und sowohl für den einstufigen Gleitschirmschlepp als auch Stufenschlepp (jeweils solo) zugelassen. Sie ist super leicht, klein und somit äußerst transportabel.

-------------------------------------------------------------------------------------
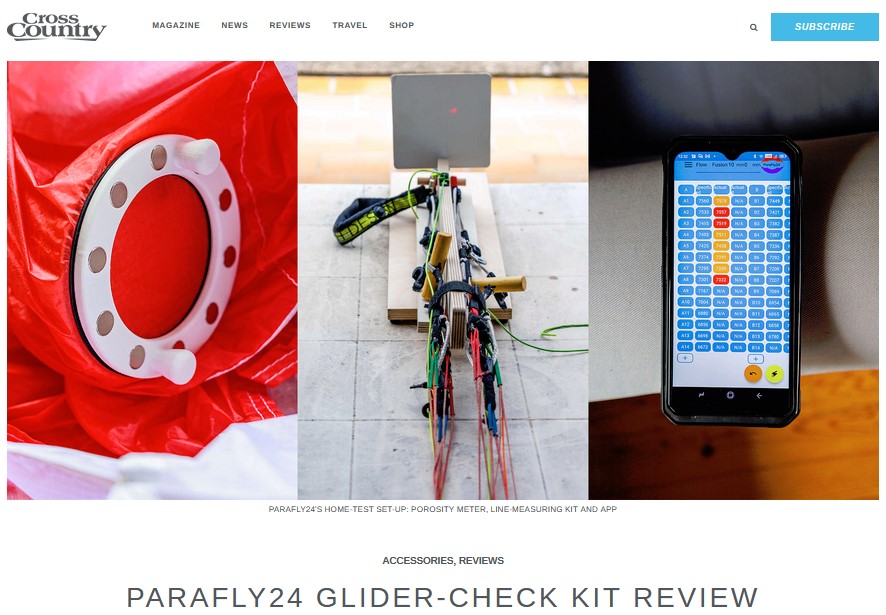
- Unserer Leinenmessgerät und Porosimeter wurde vom Cross Country Magazine getestet.
-------------------------------------------------------------------------------------
- Der Vega 6 (2-Leiner) ist in L zertifiziert und kann als Demoschirm getestet werden. Er bietet eine außergewöhnliche Sicherheit sowie Flugkomfort für lange XC-Flüge. Schaut euch auch die Ergebnisse auf Air Turquoise an. Wegen der Faltleinen ist er C-klassifiziert, aber bei den Manövern fast ausschließlich "A".

-------------------------------------------------------------------------------------


______________________________________________________________
Barzahlung / Vorkasse / PayPal
![]()
______________________________________________________________
Aktuelle Artikel

ParaFly24 Up2Fly Stufenschleppklinke
165,00 EUR
ParaFly24 Gleitschirm Porosimeter
59,90 EUR



ParaFly24 Gleitschirm Gurtzeugaufhängung
39,90 EUR
MipBipS+ Variometer mit Bluetooth
94,90 EUR
Angebote

Air Vuisa V-SERIE Leichtrettung
450,00 EUR
alfapilot FS
915,00 EUR
Axis Comet 4 Gleitschirm (High-B)
Preis auf Anfrage